Шатун ваз 2101 размеры | Хитрости Жизни
Содержание
Поршневая группа двигателя включает в себя — поршень, поршневые кольца и поршневой палец. Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуемы. Вот некоторые требования, которым должна соответствовать эта деталь:
— температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С;
— после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер. При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
— зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
— изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более стопятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
маркировка поршней
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке. Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой.
Маркировка наносится на поверхность рядом с отверстием под поршневой палец.
На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10».
Поршень 2108 имеет диаметр 76мм , модели 21083 и 2110 — 82мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана.
Модели 21126 и 11194 отличаются диаметром.
маркировка поршней ваз 2106, подгруппа
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом»(огневым) , называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру. Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок. Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070мм.
Для второго компрессионного кольца зазор — 0,035-0,060мм, для маслосъемного – 0,025-,0050мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности. Юбка обеспечивает соосность положения детали к оси цилиндра блока.
 youtube.com/embed/1rVj7JkxYVc»>
youtube.com/embed/1rVj7JkxYVc»> Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий. На поверхность юбки(или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена. Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения. Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ. На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова. В разработке последующих конструкций принимают участие немецкие компании.
У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла.
В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла. При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища.
Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища.
При этом, для разных моделей это расстояние будет отличаться. Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения. Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра.
При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня. Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы.
Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку. На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище. Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса.
Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра.
При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец.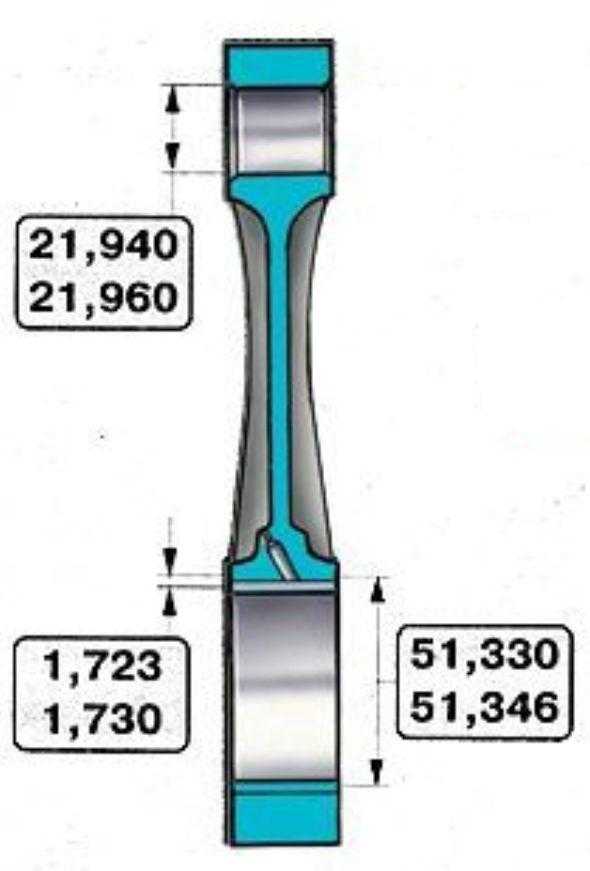 Возростающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Возростающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения. Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром.
На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты.
Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя.
Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами — (А, В, С, D, Е).
В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм. Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм.
Для распознавания, на днищах ремонтных изделий ставится маркировка: символ «треугольник» соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ «квадрат» — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных.
Так для двигателя 2101 существовало три ремонтных размера: на 0,2мм., 0,4мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость.
Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0мм.
Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня. Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка(ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром.
Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром.
И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий.
Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы.
Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Вопрос-ответ
Для чего выемки на поршнях ваз?
Это выемки под клапана. Для того что бы не погнуло клапана при обрыве.
Высота блока цилиндров на классический автомобиль ВАЗ (от оси коленвала до плоскости прокладки головки блока цилиндров):
— 2101, 21011, 2105 = 207,1 допуск -0,15,
— 2103, 2106, 2121, 21033(под 76 бензин для Китая), 2130 (1,8 литра ОПП) = 215,9 допуск -0,15,
— 21213 (на мотре 21214 блок 21213) = 214,58 допуск -0,15.
Толщина стенок цилиндра обычно позволяет увеличить диаметр не более чем на 2-а мм, если водяная рубашка, а точнее диаметр цилиндра смещен относительно рубашки могут возникнуть проблемы.
Ход колена 2101, 2103, 21213:
ход 2101 — 66мм (в обиходе называется низким)
ход 2103 — 80мм
ход 21213 — 80мм (более сбалансирован за счёт более развитых
противовесов, видимо в ущерб весу)
ход 2130 — 82мм
Есть тюненские колена ходом 84,86,88 мм. Но стоят они от 10тысяч
Диаметр поршней на классику
2101 — 76мм
21011,2105 — 79мм
21213 — 82мм
2108 — 82мм (ставились для ездунства на 76 бензе, для экспорта)
Имеется много кованых поршней любого стокового диаметра, а максимум 84мм
Одна из основных геометрических характеристик поршня — компрессионная высота. Она определяется расстоянием от его днища до оси поршневого пальца. Для классического мотора ВАЗ она составляет 38 мм.
Есть поршни с меньшей компрессионной высотой, например поршни ТРТ. Высота составляет 31 мм.
Длины шатунов на классические моторы (какие бывают):
Все шатуны 2101 длинной 136 мм но есть 213 шатун такой же длинны, но там палец прессуется в поршень а не в шатун.
Есть шатуны укороченные на 7мм(как пример: запихать 80ое колено в низкий блок) Есть два вида: укороченные — производятся сразу на 7мм короче(г.Луганск, Украина, произ-ль: «Луганский завод коленчатых валов»), и усаженные, то есть берётся стоковый шатун и под нагревом усаживается, делали при совке, но они не очень желательны, и по общему мнению опасны, поскольку в месте усадки обязательно будет напряжение, и может показаться «рука дружбы»
И так что делаем:
Имеем двигатель 2101 или 21011 объемами 1,2 и 1,3 соответсвенно, что мы можем получить? из 2101 блока мы можем получить объем 1,5 и 1,6 литра, из 21011 блока 1,6 и 1,7. Что для этого нужно?
1. Коленвал 2103 (если где услышите коленвал 2106 или 2121 то имейте ввиду, что в двигателе 2106 стоит КВ 2103, на ниве 2121(!) ставили двигатель 2106), либо 21213 (он будет получше)
2. Шатуны Укороченные, Если увеличиваем объем шатунами то поршни можно оставить родные, все зависит от ресурса мотора, если точим то берем новые поршни)
Шатуны Укороченные, Если увеличиваем объем шатунами то поршни можно оставить родные, все зависит от ресурса мотора, если точим то берем новые поршни)
3. Поршни (В случае если ставим родные или 213 шатуны)
остальное по мурзилке.
Пример получения 1,7 литра на 011 блоке:
1. Коленвал
2. Шатун 129 мм (как вариант, либо родной или 213)
3. Поршни 82 мм (тут зависит от шатуна, если укороченный то ставим Нивовский поршень с двигателей 21213, если Шатун будет родной или 213 то ставим поршень с меньшей компрессионной высотой)
4. Точим цилиндры до 82 мм
Так получается 1,7 литра) Для объемов 1,5 и 1,6 тот же самый порядок, только мы будем выбирать между шатунами и поршнями, в этом случае существует такое понятие как R/S (rod to stroke ratio) разница длинны шатуна и хода коленвала. И ему уделяется достаточно серьезное внимание при доработке моторов. Многие источники считают, что «золотой серединой» является величина R / S, равная 1,75
Эффект большого R/S:
ЗА:Позволяет поршню дольше находиться в ВМТ, что обеспечивает лучшее горение топливной смеси, т. е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах. Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня.
е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах. Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня.
ПРОТИВ: Мотор, собранный с достаточно большим значением R / S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Эффект малого R / S :
ЗА:Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения КВ, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. Преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R / S.
Преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R / S.
ПРОТИВ: Малая величина RS означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для мотора это означает следующее:
1. Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или
нижней головки под углом приблизительно 45 градусов к оси шатуна.
2. Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок цилиндра, колец, и ухудшении условий смазки. Износ этого участка зависит от величины смещения оси пальца относительно оси поршня и от значения максимального угла наклона шатуна, т.е. при применении «кованных» поршней со смещенным пальцем, износ будет меньше чем при применении стандартных поршей.
3. Более короткий шатун также увеличивает скорость движения поршня, что влияет на износ и увеличение трения. Максимальная скорость поршня приходится на угол около 80 градусов поворота коленчатого вала от ВМТ, для мотора с коленвалом 74,8 мм при 5600 оборотов в минуту она равна 22,92 м/с при шатуне 121 мм., и 22,80м/с., при шатуне 129 мм.
Наиболее весомым является зависимость ускорения поршня от длины шатуна. Большие значения ускорения положительно влияют на наполнение цилиндров на малых оборотах, что ведет к «тяговитости» двигателя в следствии лучшего наполнения. Но на высоких оборотах из-за инерционности потока во впускной трубе происходит эффект запирания на впускном клапане (т.е объем цилиндра над поршнем растет быстрее, чем может заполняться через клапанную щель, что ведет к ухудшению наполнения и мощностных характеристик на высоких оборотах). В случае длинного шатуна на малых оборотах происходит обратный выброс смеси, но на высоких нет явления запирания.
По вполне понятным причинам, АВТОВАЗ комплектует свои моторы шатуном 136 мм (он обеспечивает 06-му мотору R/S = 1,7, что вполне удовлетворительно). Но для «тюнингаторов», использующих КВ с большим радиусом кривошипа, шатун 136 мм обеспечивает не очень хорошее отношение R/S, поэтому на рынке «нестандартных», а-ля «спортивных» запчастей существуют и продаются шатуны с длинной – 129, 132 мм, цена их правда не столь привлекательна, она колеблется от 70 до 200 долларов за комплект. Еще не стоит забывать, что «экстра ходы» поршня компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечет за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S.
Но для «тюнингаторов», использующих КВ с большим радиусом кривошипа, шатун 136 мм обеспечивает не очень хорошее отношение R/S, поэтому на рынке «нестандартных», а-ля «спортивных» запчастей существуют и продаются шатуны с длинной – 129, 132 мм, цена их правда не столь привлекательна, она колеблется от 70 до 200 долларов за комплект. Еще не стоит забывать, что «экстра ходы» поршня компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечет за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S.
В итоге, увеличение объема при помощи шатуна 129 мм до 1,5 (1,6) литров, мы получаем R/S — 1.61, что даст мотору тракторность, т.е. эффект малого R/S. При использовании поршней с меньшей компрессионной высотой, мы не меняем значение R/S, т. е. характеристика будет как у 2106 мотора — 1,7, что «близко к золотой середине»
е. характеристика будет как у 2106 мотора — 1,7, что «близко к золотой середине»
1.
Блок 2101, изначальный объем 1200 см2
КВ — 2103 (21213)
Поршень — 76 (в зависимости от ремонта: 76,4; 76,8) с уменьшенной компрессионной высотой
Получаем 1,5 с R/S — 1.7
Итог: Отличный мотор почти 2103 за счет увеличения Степени Сжатия (Далее СЖ) под 92 бензин
2.
Блок 2101, изначальный объем 1200 см2
КВ — 2103 (21213)
Шатун 129 мм
Поршень — сток
Получаем 1,5 с R/S — 1.61
Итог: «Тракторный» мотор, будет получше 03 за счет тяги на низах, хорошо для города )
3.
Блок 21011, изначальный объем 1300 см2
КВ — 2103 (21213)
Поршень — 79 (в зависимости от ремонта: 79,4; 79,8) с уменьшенной компрессионной высотой
Получаем 1,6 с R/S — 1.7
Итог: Отличный мотор, будет получше 06 за счет увеличения СЖ
4.
Блок 21011, изначальный объем 1300 см2
КВ — 2103 (21213)
Шатун 129 мм
Поршень — сток
Получаем 1,6 с R/S — 1.61
Итог: «Тракторный» мотор, будет получше 06 за счет тяги на низах, хорошо для города )
Сами по себе двигатели 2101 и 21011 имеют R/S — 2,01 т. е. мотор оборотистый. Так же если расточить 2101 до 79 мм получаем объем в 1300, т.е. 011 мотор, но это уже самый последний вздох мотора. Ну а если расточить 011 мотор до 82 мм, то получаем 1400 кубиков, но и как в первом случае будет последний вздох мотора, тут важно не перегревать мотор, иначе блок на свалку.
е. мотор оборотистый. Так же если расточить 2101 до 79 мм получаем объем в 1300, т.е. 011 мотор, но это уже самый последний вздох мотора. Ну а если расточить 011 мотор до 82 мм, то получаем 1400 кубиков, но и как в первом случае будет последний вздох мотора, тут важно не перегревать мотор, иначе блок на свалку.
Двигатели 2103 и 2106 одинаковые по высоте блоков, различие только в диаметрах цилиндров.
Двигатель 2103 имеет диаметр цилиндра 76 мм (Объем 1450 см2)
Двигатель 2106 — 79 мм (Объем 1567 см2)
Высота блока — 215,9 допуск -0,15 мм
Диаметр кривошипа (Ход Коленвала) — 80 мм
Длинна шатуна — 136 мм
Компрессионная высота поршня — 38 мм
отсюда имеем недоход поршня до ВМТ 1,9 мм.
Точить 2103 блок можно до 79 мм максимум, 2106 блок до 82 мм.
При расточке получаем следующее:
2103 расточенный до 79 при сток КШМ получает объем в 1600 см2
2106 расточенный до 82 при сток КШМ получает объем в 1700 см2
Установить можно Коленвал с ходом 82 мм без изменений
1.
Блок 2103 — 76мм (76,4; 76,8)
КВ — 82мм
Итог — 1487 см2 (1502; 1518) *в скобках объем при ремонтных размерах
2.
Блок 2106 — 79 мм (79,4; 79,8)
КВ — 82 мм
Итог — 1606 см2 (1623; 1639)
3.
Блок 2106 расточенный до 82 мм
КВ — 82
Итог — 1731 см2
Но вздох мотора будет последним
здесь не учитывается объемы цилиндров с ремонтными размерами поршней
При форсировке такими способами важно знать вот это:
Компрессия — это максимальное давление воздуха в камере сгорания в конце такта сжатия.
Степень сжатия двигателя — это отношение полного объема цилиндра (V) к объему камеры сгорания (Vс).
Полный объем — объем цилиндра + объем камеры сгорания + объем прокладки ГБЦ.
E = V / Vc Оба этих показателя очень важны для оценки общих мощностных факторов ( E ) и для оценки состояния мотора ( компрессия ).
Ремонт ВАЗ 2101 (Жигули) : Поршни и шатуны
- Руководства по ремонту
- Руководство по ремонту ВАЗ 2101 (Жигули) 1970-1985 г.
 в.
в. - Поршни и шатуны
 в.
в.3.9.1 Поршни и шатуны Основные размеры поршня, шатуна, поршневого пальца и поршневых колец Поршень Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необход.
3.9.2 Особенности устройства Основные размеры поршня, шатуна, поршневого пальца и поршневых колец Поршень Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необход.
3.9.3 Выпрессовка поршневого пальца ПОРЯДОК ВЫПОЛНЕНИЯ 1. Снимать палец необходимо на прессе, с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца. 2. Если снятые детали мало изношены и не повреждены, они могут быть снова испо.
3.9.4 Очистка ПОРЯДОК ВЫПОЛНЕНИЯ 1. Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения. 2. Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, ша.
Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения. 2. Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, ша.
3.9.5 Подбор поршня к цилиндру Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Если у двигателя, бывшего в эксплу.
3.9.6 Проверка зазора между поршнем и пальцем Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня. Предупреждение По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория указывается цветной меткой на торце пальца: синяя метка – первая категория, зеленая – вторая, красная – тр.
3.9.7 Проверка зазоров между поршневыми канавками и кольцами ПОРЯДОК ВЫПОЛНЕНИЯ Зазор по высоте 1. Зазор по высоте между канавками и кольцами проверяйте, вставляя кольцо в соответствующую канавку (1 –- поршневое кольцо, 2 – поршень, 3 – набор щупов). 2. Номинальный (расчетный) зазор для верхнего компрессионного кольца составляет 0,045.
Зазор по высоте между канавками и кольцами проверяйте, вставляя кольцо в соответствующую канавку (1 –- поршневое кольцо, 2 – поршень, 3 – набор щупов). 2. Номинальный (расчетный) зазор для верхнего компрессионного кольца составляет 0,045.
3.9.8 Проверка зазора между вкладышами шатуна и коленчатым валом Зазор между вкладышами шатуна и коленчатым валом можно проверять расчетом, измерив детали. Номинальный расчетный зазор составляет 0,036–0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши. При зазоре большем предельного замените на этих шейках вкладыши новым.
3.9.9 Контроль массы поршней Схема удаления металла с поршня для подгонки его массы Стрелками указаны места, на которых можно удалять металл. По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г. Если нет комплекта поршней одной весовой группы, можно удалить часть металла н.
3.9.10 Сборка шатунно-поршневой группы ПОРЯДОК ВЫПОЛНЕНИЯ 1. Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240° С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи. 2. В печь, уже нагретую до 240° С, шатуны помещают на .
Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи. 2. В печь, уже нагретую до 240° С, шатуны помещают на .
3.9.11 Проверка запрессовки пальца Собранный комплект поршень-палец-шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца 1 – штифт индикатора в соприкосновении с концом стержня; 2 – головка стержня в соприкосновении с пальцем; 3 – резьбовой стержень с пазом; 5 – гайка стержня; 6 – уп.
3.9.12 Параллельность осей нижней головки шатуна и поршневого пальца Проверка параллельности осей поршневого пальца и нижней головки шатуна 1 – собранный комплект шатун-палец-поршень; 2 – выдвижные ножи; 3 – упор; 4 – калибр Проверка ПОРЯДОК ВЫПОЛНЕНИЯ 1. Перед установкой собранной шатунно-поршневой группы на двигатель пров.
↓ Комментарии ↓
1. Технические данные 1.0 Технические данные 1.1 Основные габаритные размеры автомобиля ВАЗ–2101 1.2 Основные габаритные размеры автомобиля ВАЗ–21011 1.3 Основные габаритные размеры автомобиля ВАЗ–2102 1. 4 Техническая характеристика автомобилей 1.5 Органы управления и контрольные приборы 1.6 Выключатель зажигания 1.7 Органы управления вентиляцией и отоплением салона
4 Техническая характеристика автомобилей 1.5 Органы управления и контрольные приборы 1.6 Выключатель зажигания 1.7 Органы управления вентиляцией и отоплением салона
2. Эксплуатация и обслуживание 2.0 Эксплуатация и обслуживание 2.1. Эксплуатация автомобиля 2.2. Техническое обслуживание автомобиля
3. Двигатель 3.0 Двигатель 3.1 Особенности устройства 3.2 Возможные неисправности двигателя, их причины и методы устранения 3.3 Снятие и установка двигателя 3.4 Разборка двигателя 3.5 Сборка двигателя 3.6 Стендовые испытания двигателя 3.7 Проверка двигателя на автомобиле 3.8. Блок цилиндров 3.9. Поршни и шатуны 3.10. Коленчатый вал и маховик 3.11. Головка цилиндров и клапанный механизм 3.12. Распределительный вал и его привод 3.13. Система охлаждения 3.14. Система смазки
4. Топливная система 4.0 Топливная система 4.1. Система питания 4.2. Карбюратор
5. Система зажигания 5.0 Система зажигания 5.1 Установка момента зажигания 5.2 Зазор между контактами прерывателя в распределителе зажигания 5. 3. Проверка приборов зажигания на стенде 5.4 Возможные неисправности зажигания, их причины и методы устранения
3. Проверка приборов зажигания на стенде 5.4 Возможные неисправности зажигания, их причины и методы устранения
6. Система запуска и зарядки 6.0 Система запуска и зарядки 6.1. Аккумуляторная батарея 6.2. Генератор 6.3. Стартер
7. Трансмиссия 7.0 Трансмиссия 7.1. Сцепление 7.2. Коробка передач 7.3. Карданная передача 7.4. Задний мост
8. Ходовая часть 8.0 Ходовая часть 8.1. Передняя подвеска 8.2. Задняя подвеска 8.3. Амортизаторы 8.4 Возможные неисправности ходовой части, их причины и методы устранения
9. Рулевое управление 9.0 Рулевое управление 9.1 Особенности устройства 9.2. Осмотр, проверка и регулировка рулевого управления 9.3. Рулевой механизм 9.4. Тяги и шаровые шарниры рулевого привода 9.5. Кронштейн маятникового рычага 9.6 Возможные неисправности рулевого управления
10. Тормозная система 10.0 Тормозная система 10.1. Особенности устройства 10.2. Проверка и регулировка тормозов 10.3. Кронштейн педалей сцепления и тормоза 10.4. Главный цилиндр 10.5. Передние тормоза 10. 6. Задние тормоза 10.7. Регулятор давления задних тормозов 10.8. Стояночный тормоз 10.9 Возможные неисправности тормозов, их причины и методы устранения
6. Задние тормоза 10.7. Регулятор давления задних тормозов 10.8. Стояночный тормоз 10.9 Возможные неисправности тормозов, их причины и методы устранения
11. Электрооборудование 11.0 Электрооборудование 11.1. Схемы электрооборудования 11.2. Освещение и световая сигнализация 11.3. Звуковые сигналы 11.4. Стеклоочиститель 11.5. Электродвигатель отопителя 11.6. Контрольные приборы
12. Кузов 12.0 Кузов 12.1 Особенности устройства 12.2. Ремонт остова кузова 12.3. Лакокрасочные покрытия 12.4. Антикоррозионная защита кузова 12.5. Двери 12.6. Капот, крышка багажника, бамперы 12.7. Остекление кузова и омыватель ветрового стекла 12.8 Панель приборов 12.8. Снятие и установка 12.9. Сиденья 12.10. Отопитель
13. Особенности ремонта 13.0 Особенности ремонта 13.1. Автомобиль ВАЗ–21011 13.2 Автомобили ВАЗ–21013 13.3. Автомобиль ВАЗ–2102 13.4 Автомобили ВАЗ–21021 и ВАЗ–21023
14. Приложения 14.0 Приложения 14.1 Моменты затягивания резьбовых соединений 14.2 Инструменты для ремонта и технического обслуживания автомобилей 14. 3 Применяемые горюче-смазочные материалы и эксплуатационные жидкости 14.4 Основные данные для регулировок и контроля
3 Применяемые горюче-смазочные материалы и эксплуатационные жидкости 14.4 Основные данные для регулировок и контроля
3.9. Поршни и шатуны ВАЗ 2101 1970-1985
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Снимать палец необходимо на прессе, с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца. 2. Если снятые детали мало изношены и не повреждены, они могу.
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения. 2. Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых ко.
3.9.5 Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам.
Зазор между вкладышами шатуна и коленчатым валом можно проверять расчетом, измерив детали. Номинальный расчетный зазор составляет 0,036–0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши. При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вк.
3.9.9 Контроль массы поршней Схема удаления металла с поршня для подгонки его массы Стрелками указаны места, на которых можно удалять металл. По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г. Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Съем метал. 3.9.10 Сборка шатунно-поршневой группы ПОРЯДОК ВЫПОЛНЕНИЯ 1. Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240° С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи. 2. В печь, уже нагретую до 240° . 3.9.11 Проверка запрессовки пальца Собранный комплект поршень-палец-шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца 1 – штифт индикатора в соприкосновении с концом стержня; 2 – головка стержня в соприкосновении с пальцем; 3 – резьбовой стержень с пазом; 5 – гайка стержня; 6 – упорный палец стержня; 7. 3.9.12 Параллельность осей нижней головки шатуна и поршневого пальца Проверка параллельности осей поршневого пальца и нижней головки шатуна 1 – собранный комплект шатун-палец-поршень; 2 – выдвижные ножи; 3 – упор; 4 – калибр Проверка ПОРЯДОК ВЫПОЛНЕНИЯ 1. Перед установкой собранной шатунно-п.
Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи. 2. В печь, уже нагретую до 240° . 3.9.11 Проверка запрессовки пальца Собранный комплект поршень-палец-шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца 1 – штифт индикатора в соприкосновении с концом стержня; 2 – головка стержня в соприкосновении с пальцем; 3 – резьбовой стержень с пазом; 5 – гайка стержня; 6 – упорный палец стержня; 7. 3.9.12 Параллельность осей нижней головки шатуна и поршневого пальца Проверка параллельности осей поршневого пальца и нижней головки шатуна 1 – собранный комплект шатун-палец-поршень; 2 – выдвижные ножи; 3 – упор; 4 – калибр Проверка ПОРЯДОК ВЫПОЛНЕНИЯ 1. Перед установкой собранной шатунно-п.
ВАЗ 2101 | Поршень с шатуном. Разборка, дефектовка и сборка
Поршень с шатуном:
1 — гайка шатунного болта2 — шатунные вкладыши3 — шатун4 — поршневой палец5 — канавка верхнего компрессионного кольца6 — канавка нижнего компрессионного кольца7 — канавка маслосъемного кольца8 — поршень9 — шатунный болт10 — крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм. По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Шатун ваз 2101 размеры — Авто журнал КарЛазарт
Рейтинг статьиЗагрузка…
Палец поршневой ВАЗ 21213, 2101-07, 2121, 2123 (синий, зеленый, красный)
Уважаемые покупатели, во избежание ошибок при отправке комплекта поршневых пальцев, в строке «Комментарий» указывайте модель и год выпуска вашего автомобиля, класс поршневого пальца (синий цвет — 1-й класс, зеленый цвет — 2-й класс, красный цвет — 3-й класс).
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа — шатун, поршень с кольцами , вкладыши скольшения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответсствующем техническом сотоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна . Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых). В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По диаметру поршневые пальцы делятся на три класса через 0,004 мм.
Класс поршневого пальца маркируется краской на его торце:
синий цвет — 1-й класс
зеленый цвет — 2-й класс
красный цвет — 3-й класс
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
В конструкции поршня ВАЗ 21213 применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей.
Рис. 1. Основные размеры шатунно-поршневой группы ВАЗ 21213
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории.
По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм.
3.9.1 Поршни и шатуны
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 – с увеличением на 0,2, 0,4 и 0,6 мм; для 21011 – с увеличением на 0,4 и 0,7 мм.
Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо – скребкового типа (с выточной по наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель).
Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель).
Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно врашается в бобышках поршня.
Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
0 0 голоса
Рейтинг статьи
Оценка статьи:
Загрузка…
0
Оставьте комментарий! Напишите, что думаете по поводу статьи.x
Adblock
detector
ВАЗ 2101 | Поршни и шатуны
Поршни и шатуны
Снятие и установка
Детали поршня
| 1 — поршневой палец
2 — поршень 3 — поршневые кольца 4 — шатунный болт 5 — шатун 6 — вкладыши шатунного подшипника 8 — гайка шатунного подшипника |
Детали поршня показаны на иллюстрации выше.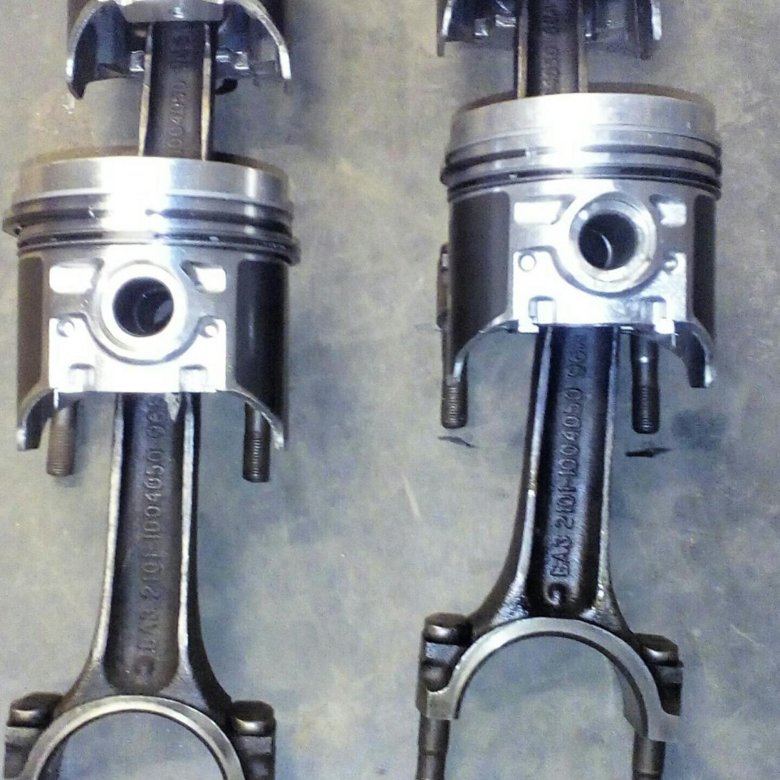 Для снятия поршней двигатель должен быть демонтирован и головка цилиндров снята. Поддон картера также должен быть снят, чтобы добраться до шатунных подшипников. Ознакомьтесь с относящимися к этому разделами.
Для снятия поршней двигатель должен быть демонтирован и головка цилиндров снята. Поддон картера также должен быть снят, чтобы добраться до шатунных подшипников. Ознакомьтесь с относящимися к этому разделами.
Поршни и шатуны выталкиваются рукояткой молотка с внутренней стороны блока цилиндров, после того как будут сняты крышки и вкладыши шатунных подшипников. Перед выполнением этих работ следует ознакомиться с нижеследующими указаниями относительно обозначения и направления установки:
Каждый поршень и соответствующий шатун следует обозначить номером цилиндра, с которого они снимаются. Это лучше всего сделать написав на днище поршня номер цилиндра. Также нанести на поршень стрелку указывающую на переднюю сторону двигателя. Когда поршень позднее будет очищаться от масляного нагара, стрелку следует нанести еще раз.
При снятии поршня с шатуном соблюдайте точное установочное положение крышки шатунного подшипника и сразу после снятия проверьте шатун и крышку подшипника на наличие номера цилиндра на одной стороне.
Днища поршней имеют засечку на кромке (инжекторный двигатель) или стрелку (карбюраторный двигатель), которая должна быть обращена вперед. Шатуны имеют маслораспылительные отверстия. При установленных деталях масляные отверстия, обозначения шатунных подшипников и направление «вперед» должны находиться в показанном на иллюстрации ниже положении. На иллюстрации изображены детали инжекторного двигателя. На карбюраторном двигателе наоборот, т. е. номер шатуна и крышки находится на той же стороне, что и маслораспылительное отверстие.
Правильно собранный поршень и шатун инжекторного двигателя. У карбюраторного двигателя метки (4) и маслораспылительное отверстие (2) должны лежать на одной стороне
| 1 — перед
2 — маслораспылительное отверстие 3 — размер поршня 4 — номер цилиндра |
|
 Также обозначьте верхний и нижний вкладыши цветом на обратной стороне.
Также обозначьте верхний и нижний вкладыши цветом на обратной стороне.

Проверка поршней и шатунов
|
 Если зазор колец составляет более 0.20 мм, или кольца или поршень изношены замените в комплекте. Требуемые значения зазора указаны в
Спецификациях.
Если зазор колец составляет более 0.20 мм, или кольца или поршень изношены замените в комплекте. Требуемые значения зазора указаны в
Спецификациях.
 0 мм. Требуемые значения указаны в
Спецификациях.
0 мм. Требуемые значения указаны в
Спецификациях.
 Все кольца следует установить так, чтобы обозначение (если имеется) можно было прочесть сверху. Проверьте поршневые пальцы и втулки шатунов на наличие ржавчины и износ. Если в неудовлетворительном состоянии находится только один шатун, следует заменить весь комплект.
Все кольца следует установить так, чтобы обозначение (если имеется) можно было прочесть сверху. Проверьте поршневые пальцы и втулки шатунов на наличие ржавчины и износ. Если в неудовлетворительном состоянии находится только один шатун, следует заменить весь комплект.
 Если имеется возможность воспользоваться таким прибором, граничные значения для скручивания 0.15 на 100 мм,0.30 для изгиба.
Если имеется возможность воспользоваться таким прибором, граничные значения для скручивания 0.15 на 100 мм,0.30 для изгиба.
Измерение люфта шатунных подшипников
Эта работа описывается в Разделе Коленвал и подшипники коленвала в связи с коленчатым валом. Она производится с помощью полимерного волоска «Plastigage» или можно измерить внутренний диаметр шатунного подшипника и внешней диаметр шейки коленвала.
Сборка поршней и шатунов
Нагрейте проушину шатуна до температуры 60 — 70°С (опустите в горячую воду). Подготовьте подходящий стержень, который вставляется во внутреннюю часть поршневого пальца.
Хорошо смажьте поршневой палец и отверстие проушины шатуна.
Вставьте стопорное кольцо поршневого пальца с одной стороны в поршень. Проверьте, чтобы оно хорошо село в паз.
Запрессуйте палец подходящей оправкой в нагретый шатун.
При сборке должны соблюдаться следующие указания:
- Стрелка на днище поршня (или нарисованная, или на новых поршнях выбитая — см. иллюстрацию) должна указывать на переднюю часть двигателя.
- Обозначения номеров цилиндров на шатунах и крышках подшипников должны совпадать (иллюстрация). Учитывайте разницу между инжекторным и карбюраторным двигателем.
|
 Когда кольцо будет находиться на одном уровне с пазом металлическая полоска удаляется, так что кольцо садится в паз. Можно перепутать два компрессионных кольца, поэтому следует обращать внимание на их поперечное сечение, прежде чем устанавливать их. Если кольца хорошо помечены, перепутать их довольно трудно. Кроме того оба компрессионных кольца имеют на одной стороне обозначение (буква «R» может быть выбита на карбюраторном двигателе) которое должно быть видно со стороны днища поршня.
Когда кольцо будет находиться на одном уровне с пазом металлическая полоска удаляется, так что кольцо садится в паз. Можно перепутать два компрессионных кольца, поэтому следует обращать внимание на их поперечное сечение, прежде чем устанавливать их. Если кольца хорошо помечены, перепутать их довольно трудно. Кроме того оба компрессионных кольца имеют на одной стороне обозначение (буква «R» может быть выбита на карбюраторном двигателе) которое должно быть видно со стороны днища поршня.
Сборка поршней и шатунов
|

 е. метка на кромке (инжекторный двигатель) или стрелка (карбюраторный двигатель) должны указывать на переднюю сторону двигателя.
е. метка на кромке (инжекторный двигатель) или стрелка (карбюраторный двигатель) должны указывать на переднюю сторону двигателя.
 Проверьте, чтобы они правильно встали на свои места. Если стяжной ленты нет, можно использовать большой шланговый хомут или положить тонкие металлические полоски вокруг колец и сожмите концы так, чтобы кольца вошли в пазы. Поршень вставьте после того, как будет еще раз проверено, что посторонних предметов на нем нет. Если используется шланговый хомут, его можно установить вокруг кольца, пока кольцо не войдет в цилиндр. Затем переставьте хомут на следующее кольцо и введите его в отверстие. Затем то же самое проделайте с верхним кольцом.
Проверьте, чтобы они правильно встали на свои места. Если стяжной ленты нет, можно использовать большой шланговый хомут или положить тонкие металлические полоски вокруг колец и сожмите концы так, чтобы кольца вошли в пазы. Поршень вставьте после того, как будет еще раз проверено, что посторонних предметов на нем нет. Если используется шланговый хомут, его можно установить вокруг кольца, пока кольцо не войдет в цилиндр. Затем переставьте хомут на следующее кольцо и введите его в отверстие. Затем то же самое проделайте с верхним кольцом.

 Попросите ассистента удерживать блок и затяните оба расположенных сверху шатунных подшипника. Таким же образом еще раз затяните гайки шатунных подшипников с усилием 40-45 Н•м для инжекторного двигателя или 23 — 29 Н•м для карбюраторного двигателя.
Попросите ассистента удерживать блок и затяните оба расположенных сверху шатунных подшипника. Таким же образом еще раз затяните гайки шатунных подшипников с усилием 40-45 Н•м для инжекторного двигателя или 23 — 29 Н•м для карбюраторного двигателя.
 50 мм. При превышении замените соответствующий шатун или коленвал.
50 мм. При превышении замените соответствующий шатун или коленвал.
Комплект подшипников шатунных 2101-1000104 к а/м ВАЗ-2101
2103-1004030
#2103-1004030
Верхнее кольцо
2101-1000100-22
#2101-1000100-22
Комплект поршневых колец +0,4
2101-1000104-24
#2101-1000104-24
Комплект подшипников шатунных шатунных -1,0
2101-1004015-22
№ 2101-1004015-22
Ремонтный поршень 2
2101-1004025
№ 2101-1004025
Компрессионное кольцо
2101-1004035
№ 2101-1004035
Кольцо маслоотражателя
2101-1004058
№ 2101-1004058
Подшипники шатуна
2103-1004030-21
#2103-1004030-21
Верхнее кольцо
2101-1004020
#2101-1004020
Палец поршня, класс 1
2103-1004030-22
#2103-1004030-22
Верхнее кольцо
2101-1004020-01
№ 2101-1004020-01
Палец поршня, класс 2
2103-1004030-23
#2103-1004030-23
Верхнее кольцо
2101-1004020-02
№ 2101-1004020-02
Палец поршня, класс 3
2101-1004015
№ 2101-1004015
Поршень, класс А
2101-1004015-02
№ 2101-1004015-02
Поршень, класс С
2101-1004025-21
№ 2101-1004025-21
Компрессионное кольцо
2101-1004015-04
№ 2101-1004015-04
Поршень, класс Е
2101-1004025-22
#2101-1004025-22
Компрессионное кольцо
2101-1004015-21
#2101-1004015-21
Ремонтный поршень 1
2101-1004025-23
№ 2101-1004025-23
Компрессионное кольцо
2101-1004015-23
#2101-1004015-23
Ремонтный поршень 3
2101-1004015-31
#2101-1004015-31
Ремонтный поршень 1
2101-1004015-32
#2101-1004015-32
Ремонтный поршень 2
2101-1000100
#2101-1000100
Комплект поршневых колец +0,0
2101-1004035-21
№ 2101-1004035-21
Кольцо маслоотражателя
2101-1000100-21
#2101-1000100-21
Комплект поршневых колец +0,2
2101-1004035-22
№ 2101-1004035-22
Кольцо маслоотражателя
2101-1000100-23
№ 2101-1000100-23
Комплект поршневых колец +0,6
2101-1004035-23
#2101-1004035-23
Кольцо маслоотражателя
2101-1000104 2101-1000104-21
№ 2101-1000104-21
Комплект подшипников шатунных шатунных -0,25
2101-1000104-22
№ 2101-1000104-22
Комплект подшипников шатунных шатунных -0,5
2101-1000104-23
№ 2101-1000104-23
Комплект подшипников шатунных шатунных -0,75
2101-1000100-10
№ 2101-1000100-10
Комплект поршневых колец
2101-1004058-21
№ 2101-1004058-21
Подшипники шатуна
2101-1000100-31
№ 2101-1000100-31
Комплект поршневых колец
2101-1004058-22
№ 2101-1004058-22
Подшипники шатуна
2101-1000100-32
#2101-1000100-32
Комплект поршневых колец
2101-1004058-23
№ 2101-1004058-23
Подшипники шатуна
2101-1004058-24
№ 2101-1004058-24
Подшипники шатуна
2101-1004062
№ 2101-1004062
Болт шатуна
2101-1004045
#2101-1004045
Шатун с крышкой
12555020
#12555020
Шатун с крышкой 2101-1004045 к а/м ВАЗ-2101
2103-1004030
#2103-1004030
Верхнее кольцо
2101-1000100-22
#2101-1000100-22
Комплект поршневых колец +0,4
2101-1000104-24
#2101-1000104-24
Комплект подшипников шатунных шатунных -1,0
2101-1004015-22
№ 2101-1004015-22
Ремонтный поршень 2
2101-1004025
№ 2101-1004025
Компрессионное кольцо
2101-1004035
№ 2101-1004035
Кольцо маслоотражателя
2101-1004058
№ 2101-1004058
Подшипники шатуна
2103-1004030-21
#2103-1004030-21
Верхнее кольцо
2101-1004020
№ 2101-1004020
Палец поршня, класс 1
2103-1004030-22
#2103-1004030-22
Верхнее кольцо
2101-1004020-01
#2101-1004020-01
Палец поршня, класс 2
2103-1004030-23
#2103-1004030-23
Верхнее кольцо
2101-1004020-02
№ 2101-1004020-02
Палец поршня, класс 3
2101-1004015
№ 2101-1004015
Поршень, класс А
2101-1004015-02
№ 2101-1004015-02
Поршень, класс С
2101-1004025-21
№ 2101-1004025-21
Компрессионное кольцо
2101-1004015-04
№ 2101-1004015-04
Поршень, класс Е
2101-1004025-22
№ 2101-1004025-22
Компрессионное кольцо
2101-1004015-21
#2101-1004015-21
Ремонтный поршень 1
2101-1004025-23
№ 2101-1004025-23
Компрессионное кольцо
2101-1004015-23
#2101-1004015-23
Ремонтный поршень 3
2101-1004015-31
#2101-1004015-31
Ремонтный поршень 1
2101-1004015-32
№ 2101-1004015-32
Ремонтный поршень 2
2101-1000100
#2101-1000100
Комплект поршневых колец +0,0
2101-1004035-21
№ 2101-1004035-21
Кольцо маслоотражателя
2101-1000100-21
#2101-1000100-21
Комплект поршневых колец +0,2
2101-1004035-22
№ 2101-1004035-22
Кольцо маслоотражателя
2101-1000100-23
№ 2101-1000100-23
Комплект поршневых колец +0,6
2101-1004035-23
№ 2101-1004035-23
Кольцо маслоотражателя
2101-1000104
#2101-1000104
Комплект шатунных вкладышей
2101-1000104-21
№ 2101-1000104-21
Комплект подшипников шатунных шатунных -0,25
2101-1000104-22
№ 2101-1000104-22
Комплект подшипников шатунных шатунных -0,5
2101-1000104-23
№ 2101-1000104-23
Комплект подшипников шатунных шатунных -0,75
2101-1000100-10
№ 2101-1000100-10
Комплект поршневых колец
2101-1004058-21
№ 2101-1004058-21
Подшипники шатуна
2101-1000100-31
№ 2101-1000100-31
Комплект поршневых колец
2101-1004058-22
№ 2101-1004058-22
Подшипники шатуна
2101-1000100-32
#2101-1000100-32
Комплект поршневых колец
2101-1004058-23
№ 2101-1004058-23
Подшипники шатуна
2101-1004058-24
№ 2101-1004058-24
Подшипники шатуна
2101-1004062
№ 2101-1004062
Болт шатуна
2101-1004045 12555020
#12555020
Fiat 124 Лада 2101 комплект шатунных подшипников STD
Каждый день мы отправляем заказы по всему миру!
Правильно, мы стараемся сделать все возможное, чтобы доставить нашу продукцию в любую точку мира.
Время обработки
Товар будет отправлен покупателю, как только все заказанные товары будут готовы. Обычно товар отгружается заказчику в течение 24-48 часов (рабочих дней) с момента подтверждения заказа (если не указано иное). Посылка будет доставлена по адресу, который вы указали при заказе.
Гарантия самой низкой цены
Мы стремимся поддерживать самые низкие цены, поэтому используем экономичный способ доставки. Если вы хотите использовать метод экспресс-доставки, пожалуйста, свяжитесь с нами перед размещением заказа.
Отслеживание посылки
Как только посылка будет отправлена, вы получите электронное письмо с информацией о курьере и номером для отслеживания, который будет информировать вас о статусе посылки.
60-дневная политика возврата*
Вы можете произвести обмен или возврат в течение 60 дней с момента покупки, если товар(ы) находится в том же состоянии, в котором был доставлен. *Продукция, изготовленная по индивидуальному заказу (выхлопные системы, тормозные магистрали колес и т. д.), возврату не подлежит.
*Продукция, изготовленная по индивидуальному заказу (выхлопные системы, тормозные магистрали колес и т. д.), возврату не подлежит.
Крупногабаритные/весовые грузы
Двигатели, коробки передач, капоты и некоторые другие изделия требуют особого обращения из-за их размера/веса и дополнительных требований к упаковке. Мы вышлем вам стоимость доставки после подтверждения вашего заказа, так как ваш адрес и размер/вес посылки необходимы для расчета точной стоимости доставки.
Общие положения и условия интернет-магазина Oldtimer-shop подготовлены в соответствии с Законом о защите прав потребителей (ZVPot), Законом о защите персональных данных (ZVOP-1) и Законом об электронных коммуникациях (ZEKom-1).
Интернет-магазин Oldtimer shop (также именуемый «магазин») управляется компанией MAS Ltd, Partizanska cesta 82, 6210 Sežana, регистрационный номер: 2138298000, номер НДС: SI16635876, которая также является поставщиком услуг электронной коммерции ( именуемый в дальнейшем продавец или Олдтаймер-магазин).
Условия определяют работу интернет-магазина, права и обязанности покупателя и продавца и регулируют их деловые отношения.
Покупатель обязан соблюдать условия с момента подтверждения заказа. Каждый раз, когда покупатель подтверждает свой заказ, общие условия должны быть проверены и подтверждены покупателем. Покупатель, который будет вводить какую-либо информацию, обязан вводить только точные и правдивые данные, информацию и т.д… Неточные и ложные сведения покупатель может расценить как оскорбительные и передать в юридический отдел.
Покупка
Интернет-магазин Магазин Oldtimer предназначен для частных лиц и компаний.
Процесс заказа:
- Покупатель выбирает желаемый продукт, нажав «добавить на карту», а затем нажмите «оформить заказ».
- Клиент заполняет данные для доставки.
- Покупатель выбирает способ оплаты (банковский перевод или Paypal)
- Покупатель подтверждает согласие с общими условиями
В случае, если почтовые расходы на ваш товар не указаны, пожалуйста, свяжитесь с нами перед заказом.
Самое позднее в течение 12 часов клиент получает автоматическое подтверждение заказа по электронной почте.
В случае технических ошибок в процессе оформления заказа покупателю предлагается сообщить об ошибке на адрес электронной почты: [email protected] в течение 4 часов.
В случае оплаты на банковский счет, клиент может получить счет-фактуру по своему прямому желанию в течение 1 рабочего дня. После получения оплаты посылка будет отправлена, и клиент будет проинформирован по адресу электронной почты об отправке.
В случае отсутствия товара на складе, клиент информируется об ожидаемой дате поставки. В случае продления срока доставки или подтверждения того, что товар недоступен, продавец не несет ответственности в случае, если это может привести к дальнейшему повреждению. В случае, если предметы недоступны, продавец возвращает полную сумму покупки.
Процедура заказа для корпоративных клиентов:
Процедура заказа для корпоративных клиентов такая же, как и для физических лиц, за исключением зарегистрированных компаний, учрежденных в странах Европейского Союза.
Компаниям, зарегистрированным в Европейском Союзе, рекомендуется связаться с нами по адресу электронной почты [email protected] перед обработкой заказа. Для правильной суммы платежа и счета.
Условия для корпоративных клиентов отличаются тем, что у них нет возможности отказа от договора без указания причины в течение 14 дней с момента получения статьи, так как это касается физических лиц (потребителей).
Цены
Все цены указаны с учетом НДС и в евро.
Цена действительна на момент подтверждения заказа.
Цены могут быть изменены без предварительного уведомления.
Сроки отгрузки и доставки
Товар будет доставлен Покупателю в кратчайшие сроки, обычно 1-2 рабочих дня после получения оплаты. Информация о сроках доставки указана в таблице ниже (сроки доставки в следующей таблице носят информационный характер и могут отличаться от фактических сроков доставки).
Продавец не несет ответственности за любые задержки со стороны транспортной компании.
| Country | Delivery time (working days-excluding the day of award) |
| Croatia | 2 days |
| Austria, Germany, Hangury | 3 days |
| Belgium, Czech Republic , Люксембург, Словакия Португалия, Испания, Великобритания | 4 дня |
| Италия, Нидерланды, Дания, Франция, Греция, Польша, Румыния, Швеция, Черногория | 5 days |
| Bulgaria, Estonia, Lithuania, Latvia, Finland, Ireland, Serbia, Iceland, Canada, Norway, ZDA | 6 days |
| Other countries | 7-14 days |
Товары доставляются через Почту Словении и Feniksšped Ltd, которые сотрудничают за границей со многими другими компаниями по доставке. Стоимость доставки отображается на втором этапе покупки, то есть перед окончательным этапом оплаты. Если ваша посылка не видна, свяжитесь с нами по адресу электронной почты: info@oldtimer-shop. eu. Продавец отправляет каждую посылку с номером отслеживания, чтобы можно было проверить статус посылки. Магазин Oldtimer предлагает доставку по всему миру.
eu. Продавец отправляет каждую посылку с номером отслеживания, чтобы можно было проверить статус посылки. Магазин Oldtimer предлагает доставку по всему миру.
Все товары в Старом магазине есть в наличии, если нет, то это написано рядом с товаром.
Способы оплаты
Магазин Oldtimer предлагает два способа оплаты:
-Paypal
-Банковский перевод на банковский счет компании MAS Ltd. Sezana, Словения, IBAN SI56031791000150716, BIC/SWIFT:SKBASI2X
Магазин Oldtimer прикрепляет распечатанный счет к отправке. В счете-фактуре разделены цены на товар и стоимость доставки. Покупатель обязан проверить правильность данных перед подтверждением заказа для последующего правильности выставленного счета .
Право отказа от покупки, жалобы, возврат
Покупатель имеет право уведомить продавца в течение 14 дней с момента заключения договора о том, что он отказывается от договора без объяснения причин. Этот период времени начинается через день после получения товара покупателем. В этом случае единственными затратами для клиента являются расходы по доставке для возврата товара. Покупатель должен вернуть товар продавцу без повреждений и в той же сумме, за исключением случаев, когда товар уничтожен, поврежден, утерян или его количество уменьшено без вины покупателя. Клиент не может свободно использовать продукты, пока не откажется от договора.
Этот период времени начинается через день после получения товара покупателем. В этом случае единственными затратами для клиента являются расходы по доставке для возврата товара. Покупатель должен вернуть товар продавцу без повреждений и в той же сумме, за исключением случаев, когда товар уничтожен, поврежден, утерян или его количество уменьшено без вины покупателя. Клиент не может свободно использовать продукты, пока не откажется от договора.
Процесс возврата:
-покупатель уведомляет продавца с заявлением об отказе на адрес электронной почты: [email protected]
-возвращаемая посылка должна быть должным образом подготовлена к транспортировке, сообщается, что возвращенные товары отправлены с номером отслеживания
– копия счета должна быть вложена в посылку
– адрес для возврата товара: MAS Ltd, Partizanska cesta 123, 6210 Sezana, Словения возможно, но не позднее 14 дней с момента получения уведомления об отказе от договора, но продавец оставляет за собой право удержать возврат полученных платежей до принятия возвращенного товара или до предоставления покупателем доказательств того, что товар отправлен обратно.
Техническая ошибка
Если в продукте есть техническая ошибка, клиент должен в рамках установленного законом поставщика сообщить об ошибке и сообщении об ошибке с подробным описанием ситуации и позволить поставщику проверить продукт.
Гарантия
На товары в магазине Oldtimer предоставляется гарантия, для подачи заявки необходимо предъявить счет. Гарантийный срок составляет 1 месяц со дня получения товара. Гарантия не распространяется на ремонт дефектов, вызванных неправильным использованием, небрежностью или механическими повреждениями.
Защита данных и конфиденциальность
Магазин Oldtimer вместе с вашим заказом получает и сохраняет эту информацию: имя, почтовый адрес, адрес электронной почты, номер телефона. Персональные данные используются исключительно для целей заключения контрактов и маркетинга нашей продукции. Персональные данные будут храниться в надежном месте и не будут переданы третьим лицам. В дополнение к вашим персональным данным магазин Oldtimer оставляет за собой право хранить данные о покупке (дата покупки, тип покупки, содержание и стоимость покупки).
В дополнение к вашим персональным данным магазин Oldtimer оставляет за собой право хранить данные о покупке (дата покупки, тип покупки, содержание и стоимость покупки).
Дополнительными целями обработки персональных данных, указанных в договоре, являются:
– Отправка рекламных материалов
– Информация о новых услугах и операциях
– Маркетинговые и статистические исследования.
С вышеупомянутыми целями обработки данных покупатель соглашается после подтверждения наших общих условий до совершения покупки.
Клиент может в любое время в письменной форме или по электронной почте обратиться к контролеру данных, навсегда или временно прекратить использование своих личных данных в целях прямого маркетинга. Оператор сделает это как можно скорее, но не позднее, чем в течение 15 дней.
Заключительные положения, жалобы и споры:
Продавец старается обеспечить точность данных, опубликованных на сайте www.oldtimer-shop.